ZANIMLJIVOSTI
|
|
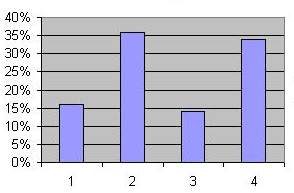
| Uzroci prevremenih otkaza lezaja (grafik): |
| 1. Neadekvantna ugradnja (16%) |
| 2. Neadekvatno podmazivanje (36%) |
| 3. Kontaminacija (ulazak prasine, opiljaka i sl.) (14%) |
| 4. Zamor (34%) |
|
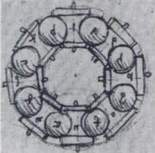
Glavni delovi lezaja:
|
Linearni lezaj:
|


Kako se proizvodi lezaj?
POGLEDAJTE FILM I PROCITAJTE TEKST
Sirovine za lezajeve
Skoro svi delovi lezaja se prave od celika,
naravno ako su pitanju kvalitetni lezajevi. Izuzimamo ovde poplavu kineskih
lezajeva, koji se cesto ne prave od celika. Posto trpe velika opterecenja,
lezajevi moraju biti od jakog celika. Industrijska klasifikacija standarda
za celik od kojih se prave lezajevi je 52100. To znaci da imaju 1% hroma i
1% ugljenika. Ovakav tvrdi celik se naravno pravi pod visokim temperaturama.
Lezajevi koji rade u uslovima u kojima mogu da rdjaju, rade se po standardu
440C.
Kavezi za lezajeve se prave od tankog celika ili sve vise od jakih plasticnih
materijala koji uzrokuju manje trenja.
Proizvodnja lezajeva
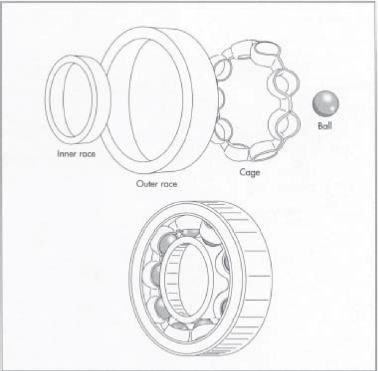 |
Svaki lezaj se sastoji od 4 osnovna dela:
Spoljni i unutrasnji prsten, kotrljajucih tela (kuglice, valjci, iglice…)
i kaveza.
Prstenovi
Oba prstena se prave na slican nacin. Prvo se prave cevi od celika odgovarajuce
velicine. Zatim se jakim strugovima za celik seku cevi i prave poluproisvod
nalik prstenovima, koji su u tom trenutku siri nego sto je potrebno, jer je
potrebno uraditi jos vruceg tretmana na prstenu. A i celik se u kod ovog pocesa
deformise (uvija). Tada se prstenovi greju na oko 800’C i hlade u hladnom
ulju. Ovo hladjenje ih cini krtim. Zato je sledeci korak kaljenje (greju se
na oko 150’C i potom se hlade na vazduhu. To ih cini i tvrdim i zilavim.
Zatim se prstenovi finisiraju. Obzirom da su tada veoma tvrdi, prstenovi se
seku jakim strugovima. Tada se prstenovi bruse i poliraju, jer se na njima
nalaze staze po kojima se krecu kuglice. Te staze moraju biti savrseno glatke
(kao ogledalo).
KUGLICE
Kuglice se prave na tezi nacin iako im je oblik veoma prost. Kuglice se prave veroveli ili ne od celicne zice koja se sece, a zatim stavlja u hladne kalupe, nakon cega se dobija “kuglica” sa prstenom po sredni (nalik planeti Saturn).
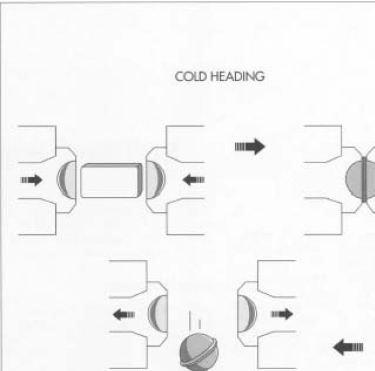 |
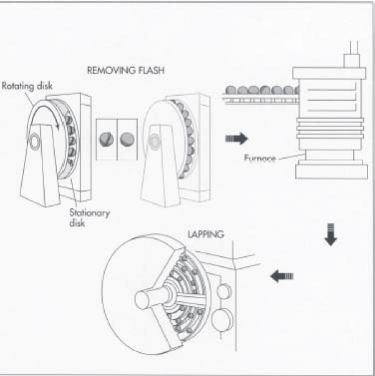
Sledeci process je uklanjanje prstena (na sredini kuglice), kako bi se dobio oblik loptice (kao na slici). Kuglice se stavljaju izmedju dva celicna diska, gde se okrecu u jednoj brazdi (kanalu). Jedan disk se okrece dok je drugi nepokretan i na taj nacin se kuglice zaoblicavaju u odgovarajuci oblik. Zatim se zagrejavaju slicno ostalim delovima lezaja. Zatim lezajevi idu na glacanje (eng. “Lapping”). Glacanje traje 8-10 sati.
 |
KAVEZI
Kavezi se prave od stisnutog tankog celika, a zatim se krive kalupom. Ti kalupi
lice na kalupe za kolace. Kalupi se prave od veoma tvrdog celika, sa rupom
u odgovarajucem obliku za kuglice.
SKLAPANJE
Sada se sastavljaju svi delovi lezaja. Prvo se unutrasnji prsten stavlja u
spoljasnji. Ovo ostavlja dovoljno prostora za ubacivanje kuglica izmedju njih.
Kada se ubace sve kuglice, centriraju se prstenovi tako, a kuglice pokrivaju
svaki ugao lezaja. Sada se stavljaju kavez koji odvaja kuglicu jednu od druge.
KONTROLA KVALITETA
Kontrola se obavlja na vise mesta. Prvo se obavlja testriranje uzoraka celika
koji je stigao u fabriku iz celicane. Kod procesa izlaganja visokim temperaturama,
delovi se proveravaju testovima tvrdoce. Postoji mnogo testova oblika delova
i njihovih velicina. Povrsina kuglica mora biti savrseno glatka kao i povrsina
po kojoj se korljaju. Cak i kod jevtinih lezajeva, precnik kuglica ne sme
da bude veca ili manja za 25 milionitih delova inca (1 inc = 25.4mm).
Kvarovi na lezajevima:
Pucanje prstena |
Pucanje kaveza |
|
|
kontaminacija valjaka |
Mrlje i promena boje na kuglici |
Rupe na kotrljajnoj stazi |
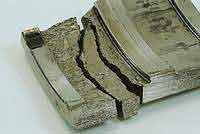

 Korozija
Korozija


LEZAJ
UNISTEN KONTAMINIRANJEM (UPADOM STRANIH CESTICA)
KLIKNI
ZA UVECANO

Kratka istorija kotrljajnih lezajeva
Prva saznanja poticu iz II
veka pre Hrista, kada su se kameni blokovi “transportovali” na
drvenim valjcima u drevnom Egiptu. Najstariji pronadjen klizni lezaj je iz
doba neolita, koji je sluzio za busenje rupa u stenama. Aristotel je u svojim
radovima diskutovao o tzv. Teoriji otpora valjanja. Da bi smanjili trenje
koje je trosilo dosta energije, tadasnji “lezajevi” su bili podmazivani.
Kao mazivo su koristena biljnih ulja, a kasnije i zivotinjska mast, koja se
kasnije poboljsavala mineralnim smesama za zgusnjavanje. Arheolozi su nalazili
anticke kocije koje su imale osovine sa tadasnjim mazivom. Plinije iz Rima
(23-73god. Nove ere) je napravio spisak zivotinjskih masti i mineralnih smesa,
koje su se koristile kao mazivo za tadasnja sredstva prevoza. Tacka topljenja
im je bila oko 50’C.
Najraniji pronadjen mehanizam, koji je koristio primtini mehanizam kotrljajnog
lezaja je napravio grcki inzenjer Diades 330 god. pre Nove ere. Sluzio je
za mehanizam za razbijanje zidova tvrdjava.
Najstariji pronadjeni aksijalni lezaj potice iz doba Kaligule, koji je koristen
na obodima tadasnjih tockova.
 |
|
 |
Leonardo da Vinci je konstruisao
lezaj i takav model je koristen sve do kraja 19. veka.
Najstariji lezaj savremene konstrukcije potice iz 1780.godie iz Sproustona
(Engleska), koji se koristi u vetrenjaci. Ima dva reda sa po 40 gvozdenih
kuglica. Filip Moric Fiser je 1853.god. kontruisao prvi bicikl i prvu automatsku
vodenicu koji su po prvi put celicne kuglice u lezajevima.

Prvi samopodesivi lezaj
Svedjanin Sven Winguist (osnivac “SKF-a”) je 1907.godine prvi konstruisao samopodesivi lezaj. Savremeni razvoj lezajeva je najvise vezan za upravo za kompaniju “SKF”.

Sven Winguist (osnivac SKF-a)
KOLIKO JE RADIO LEZAJ
U "BIG BENU" I KAKO JE ZAMENJEN? KLIKNITE NA SLIKU |
 |
| Najveci lezaj na svetu Napravljen je u SKF-u Francuskoj za jednu naftnu kompaniju u Kanadi. Sluzi kao sidro koje je povezano sa ogromnom bovom na morskoj povrsini. On zahvata povrsinu od 139kvm i tezak je 70 tona. Klikni za vecu sliku.
|

Prefiksi u nazivu lezajeva
| K | kavez sa kotrljajnim telima |
| L | izmenjiv prsten rasklopljenog lezaja |
| R | prstenasti lezaj bez jednog prstena |
| E | kolut rukavca kuglinog lezaja |
| W | kolut kucista kuglicnog lezaja |
| WS | kolut rukavca cilindricno-valjcanog lezaja |
| GS | kolut kucista cilindricno-valjcanog lezaja |
Sufiksi u nazivu lezajeva
| AB | Izmenjena unutrasnja konstrukcija | P5 | Klasa tacnosti 5 |
| K | Konusni provrt 1:12 | P4 | Klasa tacnosti 4 |
| K30 | Konusni provrt 1:30 | P2 | Klasa tacnosti 2 |
| N | kanal za uskocnik | P6E | Klasa tacnosti lezaja za elektromotore |
| NR | Uskocnik s kanalom | C1 | Zazor manji od C2 |
| P | Dvodelni spoljni prsten | C2 | Zazor manji od normalnog |
| D | Dvodelni unutrasnji prsten | C3 | Zazor veci od normalnog |
| R | Rub na spoljnom prstenu | C4 | Zazor veci od C3 |
| W20 | Zleb za podmazivanje na spoljnom prstenu | C5 | Zazor veci od C4 |
| W33 | Zleb i otvori za podmazivanje | Q6 | Smanjeni nivo vibracija |
| J | Presovan celicni kavez | Q5 | Narocito smanjeni nivo vibracija |
| M | Kavez od mesinga | S0 | Rad na temperaturama do 150'C |
| TN | Plasticni kavez od poliamida | S1 | Rad na temperaturama do 200'C |
| Z | Metalni stit sa jedne strane | S2 | Rad na temperaturama do 250'C |
| 2Z | Metalni stit sa obe strane | S3 | Rad na temperaturama do 300'C |
| RS | Zaptivni stit sa jedne strane | S4 | Rad na temperaturama do 350'C |
| 2RS | Zaptivni stit sa obe strane | S5 | Rad na temperaturama do 400'C |
| PZ | Plasticni stit sa jedne strane | LT | Masti za radne temperature nize od -50'C |
| 2PZ | Plasticni stit sa obe strane | HT | Masti za radne temperature vise od +150'C |
| P6 | Klasa tacnosti 6 | LHT | Univerzalne masti od -40'C do +150'C |
|
Obrazac za izracunavanje ponovnog podmazivanja lezaja: |
G=0,005
x D x B |
| G = Kolicina masti (g) |
| D = Spoljni precnik lezaja (mm) |
| B = Sirina lezaja |